欢迎您访问南京雪典照明有限公司网站,公司主营气动升降桅杆、电动天线升降杆、倒伏伸缩监控灯等产品!
全国咨询热线:13770775128
 行业动态
行业动态
危害
开裂
因为应力的存在,在受到外界作用后(如移印时接触到化学溶剂或者烤漆后端时高温烘烤),会诱使应力释放而在应力残留位置开裂。开裂主要集中在浇口处或过度填充处。
翘曲及变形
因为残留应力的存在,因此产品在室温时会有较长时间的内应力释放或者高温时出现短时间内残留应力释放的过程,同时产品局部存在位置强度差,产品就会在应力残留位置产生翘曲或者变形问题。
产品尺寸变化
因为应力的存在,在产品放置后或处理的过程中,如果环境达到一定的温度,产品就会因应力释放而发生变化。

残余应力消除
自然时效消除残余应力
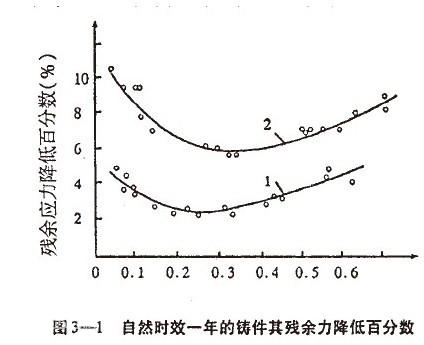
自然时效是通过把零件暴露于室外,经过几个月至几年的时间,使其尺寸精度达到稳定的一种方法。大量的试验研究和生产实践证明,自然时效具有稳定铸件尺寸精度的良好效果。
然而,经过自然时效的工件,其残余应力的变化并不明显,由图3-1可见,铸件试样放置一年以后,残余应力仅降低2-10%;实测机床床身残余应力的结果表明,进行为期一年的自然时效后,最大残余应力由80N/mm降至70N/mm平均残余应力由38N/mm降至30N/mm,即仅仅降低了大约10-20%。由此可见,经自然时效后已停止变形的铸件,仍然残存着相当大的残余应力。对于那些使用时需承受很大载荷的铸件,当在较高残余应力上再叠加使用应力时就有可能影响铸件的使用性能,因此必须慎重考虑是否应该采用这种时效方法。
热时效法
最传统、也是最普及的方法——热时效法,把工件放进热时效炉中进行热处理,慢慢消除应力。这种方法的缺点也非常显著,比如卫星制造厂对温度控制要求非常严格的铝合金工件以及长达十米或者更大的巨型工件都无法用这种方法处理。而且这种方法还带来了大量的污染和能源消耗,随着中国及世界范围内对环保的进一步要求,热时效炉的处理方式马上面临全面退出的境地。
利用亚共振来消除应力
这种方法虽然解决了热时效的环保问题,但是使用起来相当烦琐,要针对不同形状的工件编制不同的时效工艺,如果有几百上千种工件就要编几百上千种工艺,而且在生产时操作相当复杂,需要操作者确定处理参数,复杂工件必须是熟练的专业技术人员才能操作。更令人遗憾的是这种方法只能消除23%的工件应力,无法达到处理所有工件的目的。
振动时效去除应力
振动时效技术,国外称之为"Vibrating Stress Relief"(简称"VSR"),旨在通过专用的振动时效设备,使被处理的工件产生共振,并通过这种共振方式将一定的振动能量传递到工件所有部位,使工件内部发生微观的塑性变形—被歪曲的晶格逐渐恢复平衡状态。位错重新滑移并钉扎,最终使残余应力得到消除和均化,从而保证了工件尺寸精度的稳定性。
振动时效的实质是以共振的形式给工件施加附加动应力,当附加动应力与残余应力叠加后,达到或超过材料的屈服极限时,工件发生微观或宏观塑性变形,从而降低和均化工件内部的残余应力,并使其尺寸精度达到稳定。






